紫色PCB是指阻焊层为紫色而非传统绿色的印刷电路板。乍一看这似乎纯粹是美学选择,但在专业硬件设计中,当叠层和材料选择正确时,阻焊颜色会影响检查质量、品牌形象、过程控制,甚至信号性能。
本文解释了紫色阻焊层的构成、其电气和光学行为、应用场所以及工程师在专业设计中指定紫色PCB时应考虑的事项。
1. 阻焊基础与颜色选项
在任何现代PCB上,阻焊层是覆盖在铜电路上的薄聚合物层。无论颜色如何,它都具有几个关键功能:
- 电气绝缘紧密排列的走线、焊盘和平面之间
- 保护铜免受氧化、化学侵蚀和机械磨损
- 焊料限定,确保在回流焊或波峰焊期间焊料仅润湿裸露的焊盘
- 支持细间距组装,防止密集IC封装上的桥连
- 提高清洁度,减少离子污染和吸湿性
历史上,绿色阻焊成为事实上的标准,因为早期的环氧树脂配方提供了高对比度、良好的工艺宽容度和低成本。随着时间的推移,出现了其他标准颜色--红色、蓝色、黑色、白色和黄色--主要用于产品区分或在特定组件上的可读性。
紫色属于新一代定制和品牌导向的颜色。借助数字成像、改进的颜料和更严格的工艺控制,制造商可以在仍满足IPC绝缘电阻、厚度和附着力要求的同时提供紫色。
在HILPCB,阻焊颜色被视为整体叠层策略的一部分,而非简单的美学选项。除了紫色,工程师还可以选择经典的绿色板材,如绿色FR4 PCB、用于LED产品的高反射率白色FR4 PCB、品牌导向的蓝色FR4 PCB或光学控制的黑色FR4 PCB,以及其他根据每个项目的视觉和技术要求定制的阻焊颜色。
换句话说,HILPCB可以定制PCB阻焊颜色,不仅是紫色,还可以帮助您为应用选择最合适的颜色-材料组合。
2. 工程师指定紫色阻焊的原因
选择紫色不仅仅是为了看起来不同。经过适当认证后,紫色阻焊可以提供视觉、工艺和技术优势的结合。
2.1 品牌、用户体验和产品标识
- 独特的板颜色有助于将您的硬件与竞争对手区分开来。
- 初创公司和消费品牌经常使用紫色PCB作为拆解和营销材料中的视觉标志。
- 跨多代产品的一致颜色增强了品牌识别度。
2.2 光学对比度和可检查性
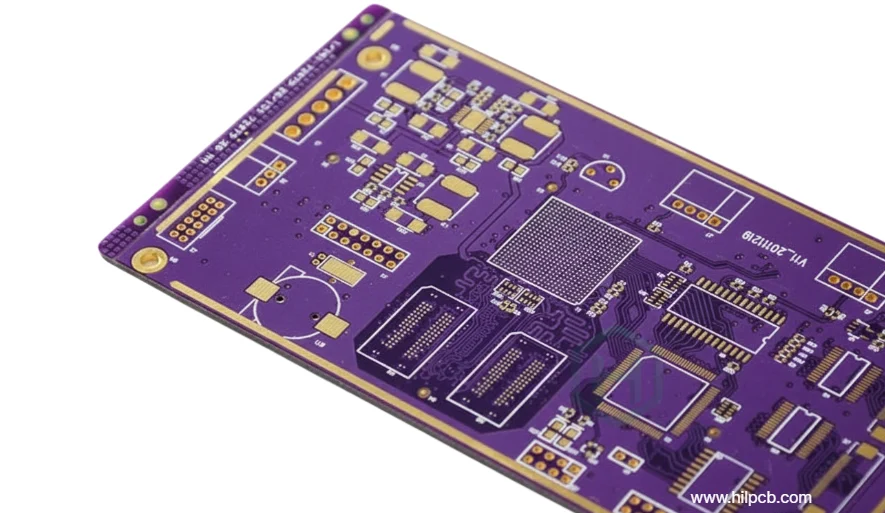
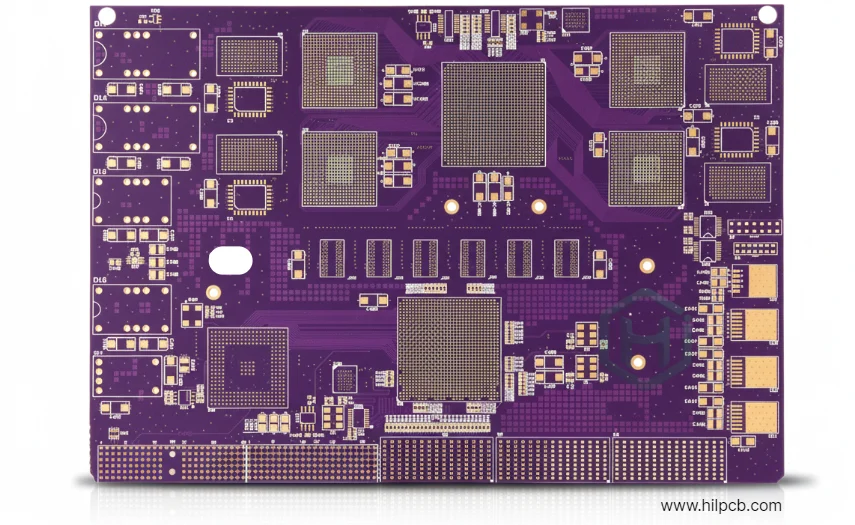
- 紫色与裸铜、ENIG或化学锡表面处理以及浅色FR-4基材形成强烈对比。
- 白色或黑色的丝印和激光标记在紫色上清晰突出,有助于手动调试和返工。
- 许多AOI系统在针对紫色调调整照明和阈值后,可以实现更高的缺陷检测灵敏度。
2.3 过程监控和掩膜均匀性
- 在紫色上比在深绿色或黑色掩膜上更容易看到细微的色调变化。
- 涂层缺陷--例如未固化区域、尖锐拐角处的薄区域或过度喷涂--在目视检查时更容易发现。
- 这种视觉反馈鼓励在掩膜应用、曝光和固化方面进行更严格的工艺控制。
2.4 支持高速和射频设计
颜色本身不会改变介电常数,但阻焊配方和厚度确实很重要:
- 许多紫色阻焊可作为高分辨率、低损耗的LPI配方提供。
- 通过正确的厚度控制,它们在高速或射频结构(如微带线和共面波导)中贡献最小的额外损耗。
- 对于GHz范围的设计,在制造说明中指定阻焊系列和目标厚度比仅指定颜色名称更重要。
2.5 无铅和高温组装
现代紫色阻焊配方能够处理:
- 高达260-270°C峰值的无铅回流焊曲线
- 双面组装的多次回流循环
- 与暴露于重复热循环的旧绿色配方相比,减少了黄变和变色
3. 紫色PCB的应用领域
紫色PCB出现在外观和性能都很重要的广泛领域。
3.1 消费类和准专业电子
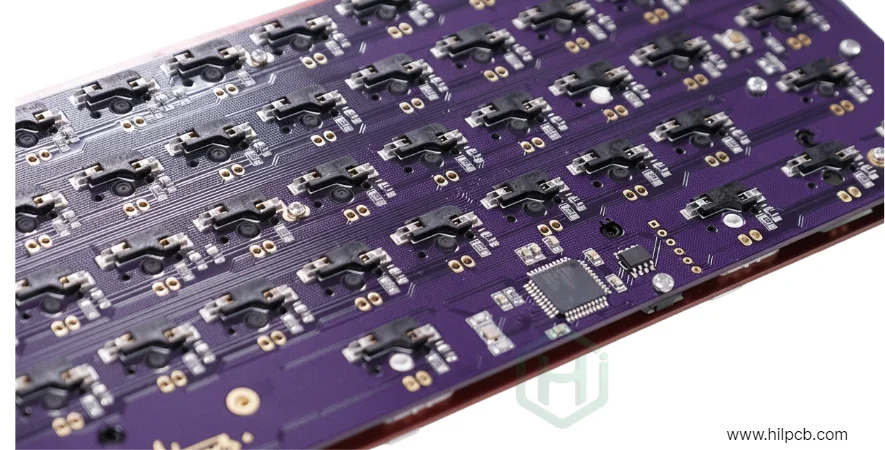
- 高端键盘、音频设备、合成器和游戏外设
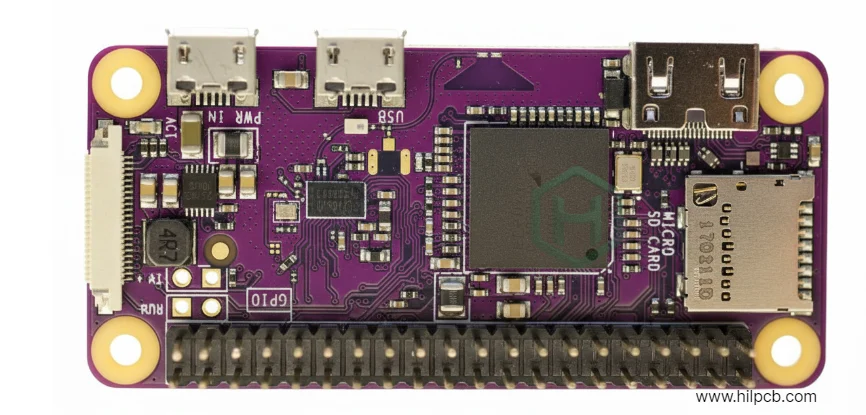
- 面向创客的开发板和开源硬件项目
- PCB可见性是工业设计一部分的智能家居产品
3.2 汽车和移动电子
- 信息娱乐和仪表盘模块
- 内饰照明控制器和环境光PCB
- 品牌重要的专业售后市场ECU和赛车电子设备
3.3 医疗和实验室设备
- 紧凑型患者监护设备
- 可穿戴医疗传感器和贴片式电子设备
- 在维护期间板对比度和走线可见性有帮助的诊断仪器
3.4 航空航天、工业和测试系统
- 紧凑型航空电子设备、无人机和机器人控制器
- 工业传感器、状态监测模块和边缘控制器
- 需要出色AOI性能和清晰标记的测试和测量仪器
3.5 IoT节点和网络
- 智能建筑控制器、接入点和小型网关设备
- 紧凑型多层PCB在涂覆三防漆后仍需可检查的传感器节点
4. 紫色阻焊的制造方法
有几种实用的方法可以在PCB上实现紫色外观。每种方法对厚度、对位和成本都有不同的影响。
4.1 颜料化光成像阻焊
这是专业制造最常用的方法:
- 将标准LPI阻焊树脂与紫色颜料按控制浓度混合。
- 通过喷涂、帘涂或丝网印刷涂覆阻焊,干燥,并通过胶片或直接成像系统进行光成像。
- 未曝光区域被显影掉,在焊盘和测试点上留下开口。
- 阻焊通过热或UV固化以达到最终硬度和电气性能。
关键点:
- 添加颜料会增加光学密度,有时需要稍大的标称厚度以实现完全覆盖。
- 当配方正确时,电气绝缘和表面绝缘电阻完全符合IPC-SM-840。
4.2 数字/喷墨阻焊
一些先进的制造商使用喷墨施加的阻焊:
- 首先施加透明或浅色基底阻焊。
- 然后以精细图案数字沉积紫色阻焊。
- 该方法支持高度局部的厚度控制,非常适合原型和小批量生产。
4.3 基底阻焊加紫色字符或覆印
对于仅特定区域需要呈现紫色的装饰性构建:
- 施加中性阻焊并固化。
- 在选定区域印刷紫色覆印或字符油墨。
这在电气上不能替代阻焊;它主要用于增强视觉效果。工程师应确保在仍需可焊性或绝缘的地方使用合格材料。
5. 紫色PCB的设计指南
指定紫色阻焊并不会从根本上改变PCB设计规则,但在制造说明和DFM检查中需要捕捉重要细节。
5.1 阻焊厚度和间隙
- 验证所选紫色配方的制造商标称和最小阻焊厚度。
- 必要时调整设计规则:
- 细间距焊盘之间的最小阻焊坝宽度
- BGA焊盘和盘中孔结构周围的间隙
- 对于高速工作,在阻抗计算中包含阻焊厚度假设。
5.2 丝印和元件标记对比度
- 在紫色上,白色丝印为参考标识符和极性标记提供了极佳的可见性。
- 带有黑色环氧树脂或深色激光标记的非常深的元件可能需要放大文本或额外的极性指示符。
- 使用激光标记时,验证标记对比度在紫色背景上仍可读。
5.3 AOI和测试优化
- 告知制造合作伙伴将使用AOI且阻焊颜色为紫色。
- AOI相机可能需要与标准绿色不同的照明角度或阈值。
- 确保裸板测试焊盘完全暴露,没有颜料残留侵蚀。
5.4 叠层和信号完整性考虑
- 对于多千兆位链路,与制造商协调阻焊数据:
- 核心/半固化片的介电常数和损耗因子
- 目标阻焊厚度和覆盖受控阻抗走线
- 避免在高速差分对上进行不必要的阻焊开窗,以免干扰阻抗,除非是故意的。
5.5 可靠性和环境要求
- 确认紫色阻焊符合RoHS和REACH,并有文件证明绝缘电阻和离子清洁度。
- 对于恶劣环境,验证与三防漆和清洁剂的兼容性。
- 对于软硬结合板,确保用于柔性部分的阻焊在重复弯曲期间保持附着力。

6. 紫色阻焊的优势与局限
6.1 潜在优势
- 独特外观支持强大的产品品牌
- 出色的铜和丝印对比度,便于手动和自动检查
- 与高温、无铅组装工艺良好兼容
- 可用于适用于射频和高速设计的先进、低损耗LPI系列
- 颜色变化使涂层缺陷和工艺漂移更容易被发现
6.2 可能局限
- 由于产量较低和控制更严格,成本略高于大规模生产的绿色阻焊
- 不同制造批次或供应商之间颜色略有差异
- 如果颜料负载量高,阻焊厚度可能增加,需要更新紧密间距元件的设计规则
- 对于基于覆印的方法,阻焊、字符和铜之间的对位必须严格控制
最终结果是,当外观和工程性能都很重要,并且您的PCB供应商对特定阻焊系统有完善记录的工艺时,紫色阻焊是最佳选择。
7. 选择紫色PCB的制造商
当您计划在生产中部署紫色电路板时,对制造合作伙伴的评估应包括颜色特定问题:
- 要求提供显示其紫色阻焊厚度、覆盖率和附着力的样品板或截面。
- 审查符合IPC-SM-840的文件以及任何内部认证测试。
- 确认他们在紫色工艺上的阻焊坝、对位和丝印的最小设计规则。
- 讨论高速项目的叠层控制,包括如何在阻抗计算中对阻焊厚度进行建模。
- 对于具有严格视觉要求的应用,使用印刷样品或色卡定义可接受的颜色范围。
- 从试生产或原型批次开始,以验证组装良率、AOI性能和长期可靠性。
常见问题解答
Q1: 紫色阻焊会改变PCB的电气性能吗? A: 仅颜色本身不能决定电气行为。重要的是阻焊配方和厚度。当紫色阻焊是符合IPC-SM-840的合格LPI系统时,绝缘电阻、漏电流和击穿电压与绿色阻焊相当。
Q2: 颜料化紫色阻焊总是比绿色阻焊厚吗? A: 在许多工艺中,颜料负载确实会使标称厚度增加几微米,但这通常在IPC限制范围内。向您的制造商询问实际厚度范围,并在必要时调整细间距区域的设计规则。
Q3: 不同制造厂之间的紫色色调一致性如何? A: 由于每个制造商可能使用不同的树脂和颜料系统,不可避免地会有一些变化。对于品牌关键产品,认证主要供应商并商定定义可接受颜色范围的样品板。
Q4: 同一块PCB上可以使用不同的阻焊颜色吗? A: 是的,但这取决于工艺。使用覆印或数字掩膜技术,可以对特定区域进行不同的着色。这需要非常精确的对位,并且通常更昂贵,因此主要用于特别版或展示板。
Q5: 紫色阻焊会显著增加制造成本吗? A: 与标准绿色相比,预计会有适度的溢价--通常在量产订单中约为10-15%--这是由于专用材料、额外设置和较低的总需求。对于小批量原型,成本增加可能略高。
Q6: 紫色阻焊适用于柔性或软硬结合PCB吗? A: 是的,前提是制造商使用柔性额定阻焊系统或带有紫色颜料的覆盖膜油墨。在聚酰亚胺上的颜色表现可能与FR-4略有不同,因此如果视觉一致性很重要,建议索取柔性样品。
Q7: 使用紫色阻焊对返工或维修有影响吗? A: 实际上,返工与其他颜色类似。许多技术人员发现,在执行手动焊接、热风返工或显微镜检查时,紫色阻焊、铜焊盘和丝印之间的高对比度实际上提高了可见性。