
Highleap PCB Factory (HILPCB) propose des solutions complètes de fabrication et d'assemblage de PCB avec des capacités avancées de test de soudabilité. Notre expertise comprend l'analyse par balance de mouillage, l'évaluation des finitions de surface et le test des broches de composants, garantissant une formation optimale des joints de soudure qui prévient les défauts d'assemblage, les joints froids et les problèmes de fiabilité avant l'intégration finale du produit dans diverses applications électroniques.
Méthodes et Technologies de Test de Soudabilité des PCB
Le test de soudabilité des PCB est un processus critique de contrôle qualité dans la fabrication électronique. Il vérifie la mouillabilité de surface, détecte l'oxydation ou la contamination et assure la compatibilité avec les processus d'assemblage. Utilisant des méthodologies standardisées et des techniques quantitatives, le test de soudabilité fournit une validation objective des finitions de PCB et des terminaisons de composants.
Techniques Avancées de Test de Soudabilité :
- Test de Balance de Mouillage : Offre une mesure de force haute résolution (±0,01 mN) pour évaluer quantitativement la dynamique de mouillage de la soudure dans le temps.
- Méthode Dip-and-Look : Une technique visuelle largement adoptée selon IPC J-STD-002/003, utilisée pour une évaluation rapide de l'acceptabilité du mouillage.
- Simulation de Vieillissement en Vapeur : Expose les échantillons à 93 ± 3°C pendant des durées définies (typiquement 8 heures) pour simuler les effets d'un stockage à long terme sur la soudabilité.
- Outils d'Analyse de Surface : Des techniques telles que la Spectroscopie Photoélectronique X (XPS) et SEM-EDS sont utilisées pour identifier les niveaux d'oxydation de surface et la contamination organique.
- Évaluation des Broches de Composants : Critique pour les composants à pas fin et les boîtiers BGA ; teste les performances de mouillage de la soudure sur les terminaisons individuelles des broches.
- Test d'Étalement de la Soudure : Mesure la zone d'étalement de la soudure fondue pour quantifier la mouillabilité du substrat.
- Mesure de l'Angle de Contact : Mesure directement l'angle entre la soudure fondue et la surface de la pastille pour évaluer le comportement interfacial.
- Test Globule : Évalue la formation et la coalescence des billes de soudure sur des finitions de surface spécifiques, comme OSP ou ENIG.
- Profilage Thermique : Garantit que les conditions de test correspondent aux températures réelles de refusion ou de soudure à la vague pour une validation réaliste.
Le contrôle efficace de la soudabilité implique de sélectionner des méthodes de test appropriées en fonction du type de finition de surface, de la géométrie des composants et de l'environnement d'utilisation finale. Chez HILPCB, nous utilisons une combinaison de ces techniques dans un flux de fabrication rigoureusement contrôlé. Cela nous permet de maintenir une qualité constante des joints de soudure sur divers types de cartes, des PCB FR4 aux PCB à noyau métallique avancés, optimisant à la fois la fiabilité et l'efficacité de production.
Évaluation des Finitions de Surface et Caractéristiques de Vieillissement
Les différentes finitions de surface des PCB présentent des profils de soudabilité uniques qui évoluent avec le stockage et l'exposition environnementale, nécessitant des approches de test spécifiques pour garantir des performances d'assemblage fiables.
Performances HASL et HASL Sans Plomb : Le Nivellage à l'Air Chaud de Soudure offre une soudabilité intrinsèque grâce à des surfaces pré-étamées mais présente des défis de variation d'épaisseur. Les tests doivent tenir compte de la topographie inégale affectant l'assemblage à pas fin. Les variantes HASL sans plomb nécessitent des températures de test plus élevées (245-255°C) que les systèmes traditionnels à étain-plomb. Le vieillissement accéléré révèle une dégradation minimale sur un stockage équivalent à 12 mois lorsqu'elles sont correctement emballées.
Analyse de la Dégradation des Revêtements OSP : Les Préservateurs Organiques de Soudabilité offrent une excellente planéité pour les applications de PCB HDI à haute densité d'interconnexion mais démontrent une stabilité thermique limitée. Les cycles de refusion multiples dégradent progressivement la couche organique, nécessitant des tests minutieux après chaque exposition thermique. Les revêtements OSP standard maintiennent une soudabilité acceptable sur 2-3 cycles de refusion, tandis que les variantes haute température étendent cela à 5-6 cycles. Les protocoles de test doivent simuler les profils thermiques réels d'assemblage.
Détection des Défauts de Pad Noir ENIG : Les finitions Nickel Chimique Immersion Or nécessitent des tests spécialisés pour détecter les défauts potentiels de pad noir. Les tests de mouillage standard peuvent montrer des résultats acceptables tout en masquant une corrosion sous-jacente du nickel. L'analyse en coupe combinée à des tests de durée prolongée révèle les interfaces problématiques. La mesure de l'épaisseur de l'or garantit une plage optimale de 0,05-0,08μm, évitant une fragilisation excessive de l'or tout en maintenant une durée de conservation.
Analyse par Balance de Mouillage et Mesure Quantitative
Le test de balance de mouillage fournit une mesure objective et reproductible de la dynamique de soudure grâce à une surveillance continue des forces pendant une immersion contrôlée de la soudure, générant des courbes de mouillage riches en données pour une analyse détaillée.
Interprétation de la Courbe Force-Temps :
• Phase de Flottabilité Initiale : Force négative proportionnelle au volume de l'échantillon et à la densité de la soudure • Transition de Mouillage : Inversion de force indiquant la formation du ménisque et l'initiation du mouillage • Atteinte de la Force Maximale : Plateau représentant l'équilibre entre les forces de mouillage et de gravité • Paramètres Clés : T0 (temps de passage à zéro) <1s et F(max) >2mN/mm de périmètre pour un mouillage acceptable • Analyse de la Forme de la Courbe : Des transitions lisses indiquent un mouillage uniforme ; des irrégularités suggèrent une contamination • Effets de la Température : Une augmentation de 10°C réduit typiquement T0 de 15-20% en raison d'une meilleure activité du flux • Comparaison des Flux : Les courbes de mouillage différencient l'efficacité des flux pour des finitions de surface spécifiques • Validation Statistique : Minimum 5 échantillons par condition de test garantissant des intervalles de confiance à 95% • Correlation avec l'assemblage SMT : Relation directe entre les paramètres de mouillage et les rendements de première passe d'assemblage
Intégration du Contrôle de Soudabilité dans la Fabrication et l'Assemblage des PCB
Contrôle de Soudabilité en Ligne pendant la Fabrication des PCB
L'assurance efficace de la soudabilité commence dès l'étape de fabrication. Chez HILPCB, nous mettons en place des points de contrôle tout au long de la ligne de production des PCB pour vérifier l'intégrité des surfaces soudables :
- Inspection post-masque de soudure : Après l'application du masque de soudure, des coupons de test sont évalués pour s'assurer que les pastilles exposées restent exemptes de contamination et d'oxydation.
- Validation des finitions de surface : Pour les finitions telles que HASL, ENIG et ImmAg, la soudabilité est vérifiée immédiatement après le placage à l'aide de tests de mouillage et de mesures d'épaisseur de surface.
- Fiabilité des vias des PCB multicouches : Dans les cartes à nombre élevé de couches, les étapes de remplissage et de placage des vias subissent des tests ciblés pour garantir que les interconnexions supportent des joints de soudure robustes lors de l'assemblage ultérieur.
Cette surveillance en temps réel réduit les risques de défaillance en aval et assure une cohérence sur les cartes hautement complexes comme les PCB multicouches.
Assurance de la Soudabilité dans les Lignes d'Assemblage PCBA
La soudabilité influence directement le rendement SMT et la fiabilité des joints de soudure. Notre processus PCBA intègre des vérifications pré-assemblage et un contrôle en ligne pour atténuer les risques :
- Planéité de la carte et état des pastilles : La mesure du gauchissement et les tests de soudabilité sont effectués avant l'impression au pochoir pour éviter les pontages ou les contacts insuffisants.
- Intégrité des broches de composants : L'inspection des composants entrants inclut des tests de soudabilité pour les broches des composants passifs et actifs, y compris les billes BGA, pour prévenir le non-mouillage et les joints froids.
- Corrélation avec les joints de soudure réels : Les données des systèmes SPI et AOI en ligne sont croisées avec les résultats de soudabilité pré-assemblage, permettant des ajustements prédictifs du processus.
- Inspection du premier article (FAI) : Chaque série de production subit une FAI incluant une analyse en coupe des joints de soudure, validant les données de test par rapport aux performances réelles de refusion.
Cette méthodologie renforce les résultats dans les assemblages en petites séries et les productions en grande quantité.
Contrôle par Lot et Traçabilité Complète
Maintenir la traçabilité des résultats des tests de soudabilité est essentiel pour l'assurance qualité et l'analyse des causes racines. HILPCB applique des pratiques strictes de gestion des lots :
- Ségrégation des tests par lot : Les cartes présentant une soudabilité limite sont marquées pour des profils de refusion alternatifs ou une amélioration du flux pour augmenter le rendement.
- Suivi par code date : Garantit une utilisation FIFO (premier entré, premier sorti) pour prévenir la dégradation de la soudabilité due à un stockage prolongé.
- Intégration de codes-barres : Chaque PCB est étiqueté avec un code unique lié aux enregistrements des tests de soudabilité, aux paramètres d'assemblage et à l'historique du processus.
Cette traçabilité est essentielle pour les industries nécessitant une transparence totale du processus, comme l'aérospatiale, les dispositifs médicaux et l'électronique automobile. Elle permet également une analyse efficace des défaillances et des actions correctives dans les assemblages clés en main de PCB.
Dépannage des Problèmes Courants de Soudabilité
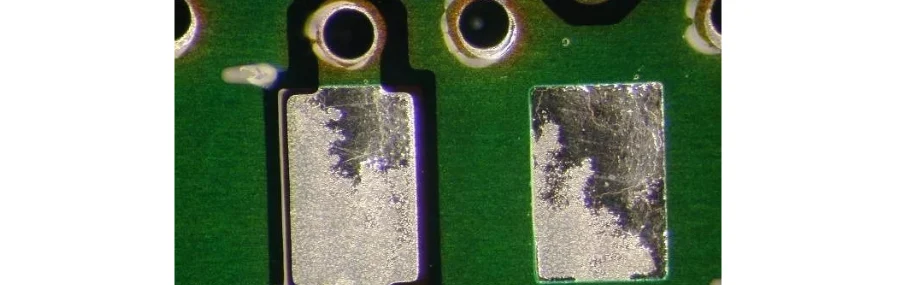
Les échecs de soudabilité tels que le non-mouillage sont souvent causés par l'oxydation ou la contamination de surface. Ces problèmes empêchent la soudure d'adhérer correctement aux broches des composants ou aux pastilles des PCB. Chez HILPCB, nous utilisons des méthodes analytiques telles que l'imagerie SEM et la mesure de l'angle de contact pour identifier les causes racines. Le nettoyage plasma est utilisé pour éliminer les contaminants organiques, tandis que les traitements de réduction chimique restaurent les surfaces de cuivre ou d'étain oxydées. Les lots de production affectés sont isolés pour la traçabilité et les actions correctives tout en maintenant le flux de qualité dans l'assemblage SMT et les processus à trous traversants.
Le démouillage se produit lorsque la soudure mouille initialement mais se rétracte ensuite, laissant des zones exposées. Cela résulte généralement de chimies de flux incompatibles, de surcontraintes thermiques ou de contamination dans les bains de soudure. Une croissance excessive de composés intermétalliques, en particulier dans les profils de refusion à haute température, contribue également à ce problème. Notre équipe de processus atténue le démouillage en optimisant les courbes de refusion, en vérifiant les niveaux d'activation du flux et en analysant régulièrement la composition du pot de soudure. Ces contrôles sont critiques pour les assemblages utilisant des PCB à haut Tg et des PCB haute fréquence sensibles aux performances.
Lorsque les incohérences de mouillage sont localisées plutôt que généralisées, les causes courantes incluent des variations de finition de surface, un mauvais alignement du pochoir ou une contamination des pastilles due à une manipulation inappropriée. Dans de tels cas, nous effectuons une inspection microscopique ciblée et une analyse en coupe. Les corrections de processus peuvent impliquer un nettoyage localisé, une revue des procédures de rinçage ou une vérification de l'alignement du pochoir. Pour les constructions complexes comme les PCB rigides-flexibles ou les PCB céramiques, même des incohérences mineures peuvent impacter significativement la fiabilité, nécessitant des contrôles plus stricts et une validation fréquente du premier article.
Approche Intégrée de HILPCB pour l'Excellence en Soudabilité
En tant que leader parmi les fabricants de PCB en Chine, HILPCB intègre les considérations de soudabilité tout au long du processus de production plutôt que de la traiter comme un test isolé. Notre approche commence par la sélection des matériaux, se poursuit par l'optimisation des processus et culmine par des tests complets garantissant que chaque PCB répond aux exigences strictes de soudabilité.
Soudabilité Intégrée à la Conception : Notre équipe d'ingénieurs examine les conceptions pour les facteurs de risque de soudabilité, y compris les géométries des pastilles, les définitions des masques et les spécifications des finitions. L'identification précoce des problèmes potentiels permet une optimisation de la conception prévenant les défis d'assemblage en aval. Nous maintenons des bases de données étendues corrélant les caractéristiques de conception avec les performances de soudabilité.
Excellence dans le Contrôle des Processus : La surveillance en temps réel des paramètres critiques—chimie des bains, températures et temps de séjour—garantit une qualité constante des finitions de surface. Le contrôle statistique des processus identifie les tendances avant qu'elles n'affectent la soudabilité. Nos processus certifiés ISO 9001 intègrent des points de contrôle de soudabilité à plusieurs étapes, pas seulement lors de l'inspection finale.
Capacités de Test Complètes : Notre laboratoire dispose de plusieurs systèmes de balance de mouillage, de chambres de vieillissement en vapeur et d'équipements d'analyse de surface. Cette infrastructure prend en charge à la fois le contrôle qualité de routine et l'analyse avancée des défaillances. Nous fournissons des rapports de test détaillés incluant des courbes de mouillage, des analyses statistiques et une documentation photographique répondant aux exigences qualité des clients.
Test de Soudabilité des PCB – FAQ
Qu'est-ce qui constitue des résultats acceptables de test de soudabilité des PCB ? Des résultats acceptables montrent une couverture uniforme de la soudure dépassant 95% de la zone de test, des angles de contact inférieurs à 30 degrés et des temps de mouillage inférieurs à 1 seconde à des températures spécifiées. Les critères quantitatifs varient selon l'application et la norme.
Comment le temps de stockage affecte-t-il la soudabilité des PCB ? La soudabilité se dégrade de manière prévisible dans le temps suivant la cinétique d'oxydation. Les cartes correctement stockées maintiennent une soudabilité acceptable pendant 12 mois (HASL), 6 mois (OSP) ou 24 mois (ENIG). Le stockage sous azote prolonge significativement ces périodes.
Quelle méthode de test de soudabilité fournit les résultats les plus fiables ? Le test par balance de mouillage offre des données quantitatives supérieures et une reproductibilité. Cependant, la sélection de la méthode de test dépend des exigences de l'application, avec des méthodes visuelles adaptées au criblage et la balance de mouillage pour une caractérisation détaillée.
La soudabilité peut-elle être restaurée après un échec ? Une restauration limitée est possible par nettoyage plasma ou réduction chimique, mais les résultats varient selon le mécanisme de défaillance. La prévention par un stockage et une manipulation appropriés s'avère plus efficace que les tentatives de restauration.
Quels facteurs environnementaux impactent le plus la soudabilité ? La température, l'humidité et la contamination atmosphérique affectent considérablement la soudabilité. Une humidité élevée accélère l'oxydation tandis que les atmosphères contenant du soufre ternissent les finitions argentées. Des environnements de stockage contrôlés minimisent la dégradation.
Comment les exigences sans plomb modifient-elles les tests de soudabilité ? L'assemblage sans plomb nécessite des températures de test plus élevées (245-260°C), des chimies de flux différentes et des critères d'acceptation modifiés. Les méthodes de test restent similaires mais les paramètres s'ajustent aux caractéristiques des soudures sans plomb.